高精度基石系列P-100F/P150-F
描述
产品简介与优势
参数调色盘,支持在线实时调整参数
超过200+可调变量 , 实现打印过程中灵活调整: 设备控制系统通过完 全开放的工艺参数控制系统, 实现脚本化的打印工艺控制。
500度预热可选,保障更多研发方向
标配的基板成形幅面内预热200°,可选配500℃基板预热, 以解决材料开裂和残余应力等问题, 大幅减少分层翘曲和裂纹等风险, 特别适用于高校研究院所等新材料新工艺的前瞻性技术研发。
快速整体换缸+无接触处理粉末,保障安全性
设备供粉缸体及成型缸体可选配拆卸更换功能, 桶体、 基板和高精密零点快换单元等整体快速拆卸更换,实现了无接触的处理粉末材料,保障实验室安全性,尤其适用于高活性粉末材料的后处理。
多材料打印,层厚自定义
供粉缸支持装载不同的金属材料在打印过程中,粉末能够在不同层铺不同种类的粉末,并且可灵活设置任意的铺粉层厚,助力梯度材料开发研究。
开放生态,后期升级改装可能
模块化系统标准化接口可扩展控制架构,为后期设备轻松升级及添加模块提供可能 (如多光谱熔池监测系统层间形貌扫描系统等) 。
产品参数
P系列参数调色盘, 支持在线实时调整参数
参数调色盘
支持在线实时调整参数 超过200+可调变量, 实现最小范围参数灵活调制: 设备控制系 统通过完全开放的工艺参数控制系统, 可实现脚本化的打印工 艺控制。 打印过程脚本可进行自定义编程, 包括对任意零件的 任意层中的激光功率 扫描速度 跳转速度 开关光延时、 供 粉速度 供粉率 铺粉速度 扫描顺序 零件增加或者删除 零件位置布局 零件复制阵列等进行自定义参数, 并且打印过 程中可以暂停打印并在线修改打印参数。
应用实例
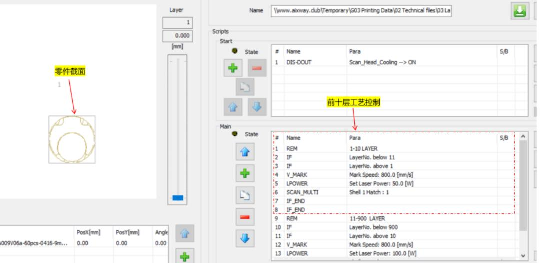
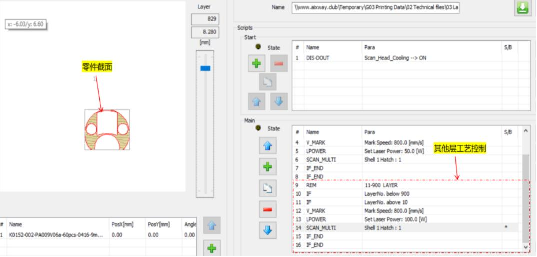
以修改打印激光功率和扫描速度为例,下图展示了针对打印件截面变化大的零件,由于零件前十层截面尺寸较小,为了更好 的控制激光热输入通过条件判断指令 "IF" 选定前十层,通 过 " Lpower" 和 V_Mark 指令修改了前十层的打印激光功率和速度。而对于其他打印层,采用常规的打印激光功率和速度。
参数调色盘,支持在线实时调整参数
超过200+可调变量 , 实现打印过程中灵活调整: 设备控制系统通过完 全开放的工艺参数控制系统, 实现脚本化的打印工艺控制。
500度预热可选,保障更多研发方向
标配的基板成形幅面内预热200°,可选配500℃基板预热, 以解决材料开裂和残余应力等问题, 大幅减少分层翘曲和裂纹等风险, 特别适用于高校研究院所等新材料新工艺的前瞻性技术研发。
快速整体换缸+无接触处理粉末,保障安全性
设备供粉缸体及成型缸体可选配拆卸更换功能, 桶体、 基板和高精密零点快换单元等整体快速拆卸更换,实现了无接触的处理粉末材料,保障实验室安全性,尤其适用于高活性粉末材料的后处理。
多材料打印,层厚自定义
供粉缸支持装载不同的金属材料在打印过程中,粉末能够在不同层铺不同种类的粉末,并且可灵活设置任意的铺粉层厚,助力梯度材料开发研究。
开放生态,后期升级改装可能
模块化系统标准化接口可扩展控制架构,为后期设备轻松升级及添加模块提供可能 (如多光谱熔池监测系统层间形貌扫描系统等) 。
产品参数
| 成型空间 Building Volume(LxWx H) | 150xx150x200mm | |
| 推荐打印层厚 Powder Layer | 15-40μm | |
| 典型表面粗糙度 Typical surface roughness | 2.5-3.8μm | |
| 典型分辨率 Typical resolution | ≥50um | |
| 保护气体 Protective Atmosphere | 氩气Argon | |
| 环境温度 Ambient Temperature | 15-25℃ | |
| 设备尺寸 Machine Dimensions (LxWxH) | ≈1800x940x1800mm | |
| 设备重量 Weight | ≈1300Kg | |
| 电源要求 Power Supply | ≥6KW;单相电AC220V±10%,50Hz | |
| 可打印材料 | 不锈钢、模具钢、镍基、钛基、钴铬、纯钨、镍钛记、合金、铁基合金、贵金属等 | |
P系列参数调色盘, 支持在线实时调整参数
参数调色盘
支持在线实时调整参数 超过200+可调变量, 实现最小范围参数灵活调制: 设备控制系 统通过完全开放的工艺参数控制系统, 可实现脚本化的打印工 艺控制。 打印过程脚本可进行自定义编程, 包括对任意零件的 任意层中的激光功率 扫描速度 跳转速度 开关光延时、 供 粉速度 供粉率 铺粉速度 扫描顺序 零件增加或者删除 零件位置布局 零件复制阵列等进行自定义参数, 并且打印过 程中可以暂停打印并在线修改打印参数。
应用实例
以修改打印激光功率和扫描速度为例,下图展示了针对打印件截面变化大的零件,由于零件前十层截面尺寸较小,为了更好 的控制激光热输入通过条件判断指令 "IF" 选定前十层,通 过 " Lpower" 和 V_Mark 指令修改了前十层的打印激光功率和速度。而对于其他打印层,采用常规的打印激光功率和速度。