常规金属3D打印
LPBF/SLM
技术
金属打印主流技术,成型致密度接近100%、优越力学性能部件激光粉床融合技术LPBF, 又称激光选区熔融技术SLM,80%以上的金属3D打印使用该技术。 通过激光器对金属粉末直接进行热作用,使其完全融化再快速冷却成型,可以直接获得几 乎任意形状、具有完全冶金结合、致密度可达99.999%、力学性能优越的金属零件, 打印部件在工业各领域广泛应用。
产品与服务
云耀深维专家团队与全球先进制造领域领军企业深度合作,在设备制造及工艺研发方面经验丰富,为航天航空、医疗器械、 汽车制造、模具制造等领域客户提供常规尺寸、大尺寸金属部件的产品打印、技术开发、科研合作等服务, 同时为客户提供标准设备、定制设备设计、研发及制造服务,全方位满足行业特殊要求。

可打印材料
深度研发,攻克多种材料可打印材料包括纯铜、铝合金、镁合金、纯钨、镍钛记忆合金、钴铬合金、镍基合金、钛基合金、铁基合金、 不锈钢、模具钢、贵金属等。
微米级金属3D打印
MICRO LPBF/SLM


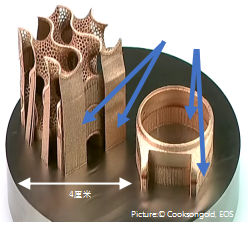
为解决金属3D打印工艺在高精度结构件领域的痛点,除常规尺寸金属增材制造外, 公司自主研发的独家微米级金属3D打印技术实现了复杂精密结构金属材料的3D一次 打印成型,可达到打印精度≥2微米,打印部件表面粗糙度Ra值≥0.8微米,实现10度 以上大部分部件无支撑成型,致力于填补高精度增材制造部件的市场空白。
常规金属打印与微米级打印对比
| 常规打印 | 微米级打印 | |
|
精度诉求 |
精度50-200微米 |
精度:2-10微米 |
|
表面诉求 |
Ra值7-20微米 | Ra:0.8-2.8微米 |
| 支撑件诉求 |
小于45°大部分结构需添加支撑 |
10°以上多种结构无支撑成型 |
|
精度对比 |
常规打印主要存在以下问题: -典型层厚:30-100微米 -粉末粒度:15-53微米 -成型精度:50-200微米之间 精度无法达到精密部件的需求 |
微米级金属3D打印部件: - 成型精度:2-10微米 - 典型层厚5微米 精度满足精密结构需求 |
|
表面对比 |
常规金属3D打印表面粗糙度差: - Ra约7-20微米 - 典型表面粗糙度Ra6-20微米 - 轮廓最大高度Rz40-100微米 需大量后期加工 |
微米级打印表面粗糙度: - Ra:0.8-2.8微米 - 轮廓最大高度Rz≥5微米 - Sa≥1.6微米 多种结构无需后期加工 |
|
支撑对比 |
常规打印小于45°的面需增加支撑结构辅助成型,成型完后需大量的人工工作去除支撑,造成时间、材料、成本的浪费的同时会对支撑表面粗糙度和精度造成较大的影响。 |
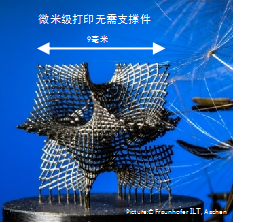
微米级3D打印由于其特殊的光路设计和对工艺的精确控制可以实现无支撑的一步成型,可实现10°以上多种结构无支撑成型。 |
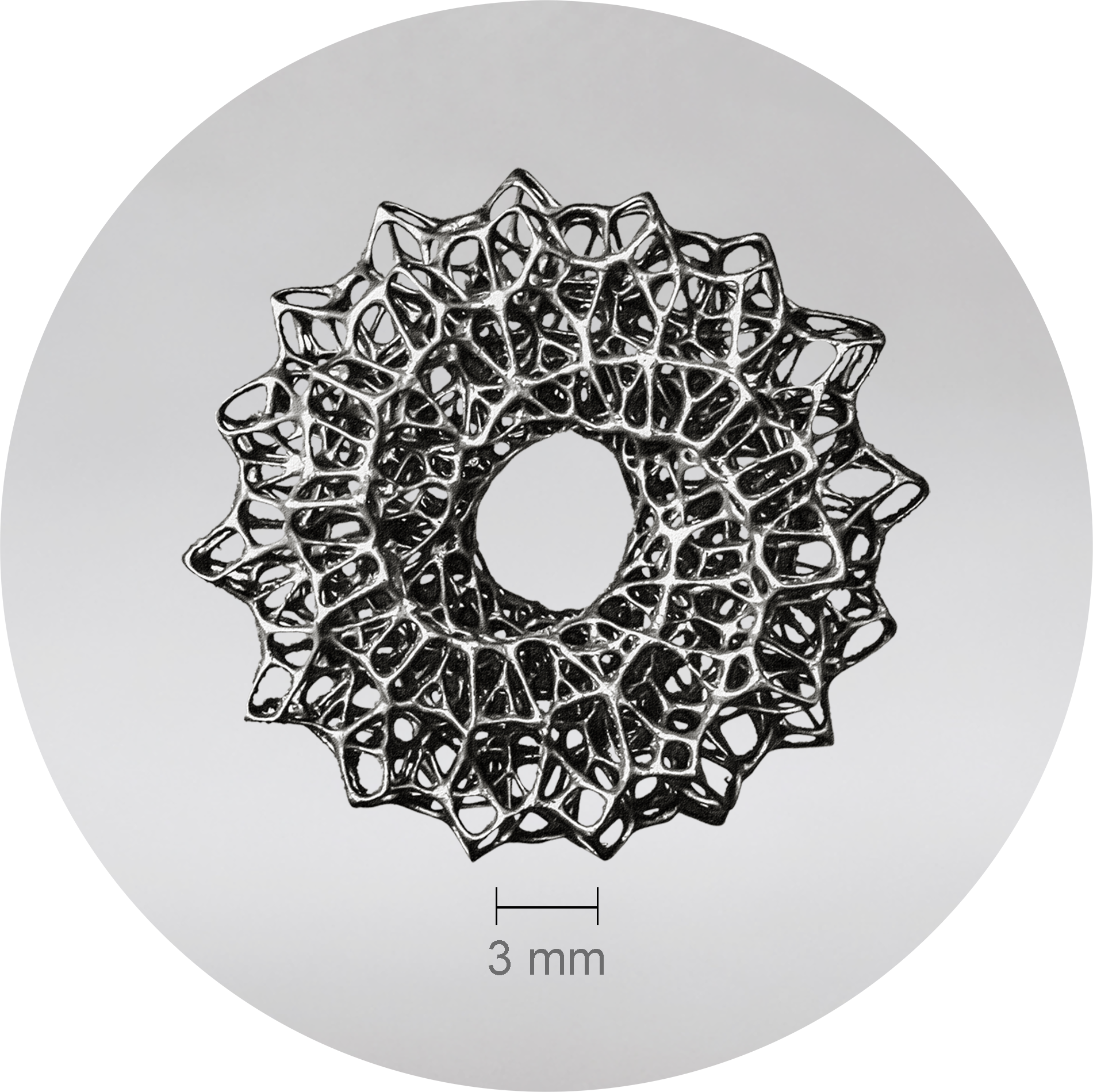
微米级金属3D打印典型结构
表面粗糙度对比图
材料:镍钛合金
部件:心脏支架
 常规打印
常规打印
直接打印表面对比
 微米级打印
微米级打印
多孔结构显微图

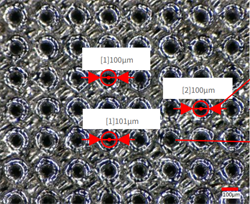
材料:316L
部件:100微米深孔结构
公差:±1微米
特殊结构:可实现异性孔结构
支撑情况对比图
常规打印悬垂面需大量支撑结构,后期需人工去除
微米级打印可实现大扭曲悬垂面无支撑成型
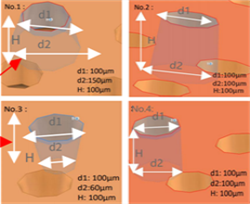
薄壁结构显微图
材料:316L
特殊结构:超细圆柱中空结构

部件:30微米薄壁结构
特殊结构:可实现曲面薄壁结构




